Преимущества лазерной резки для различных металлов
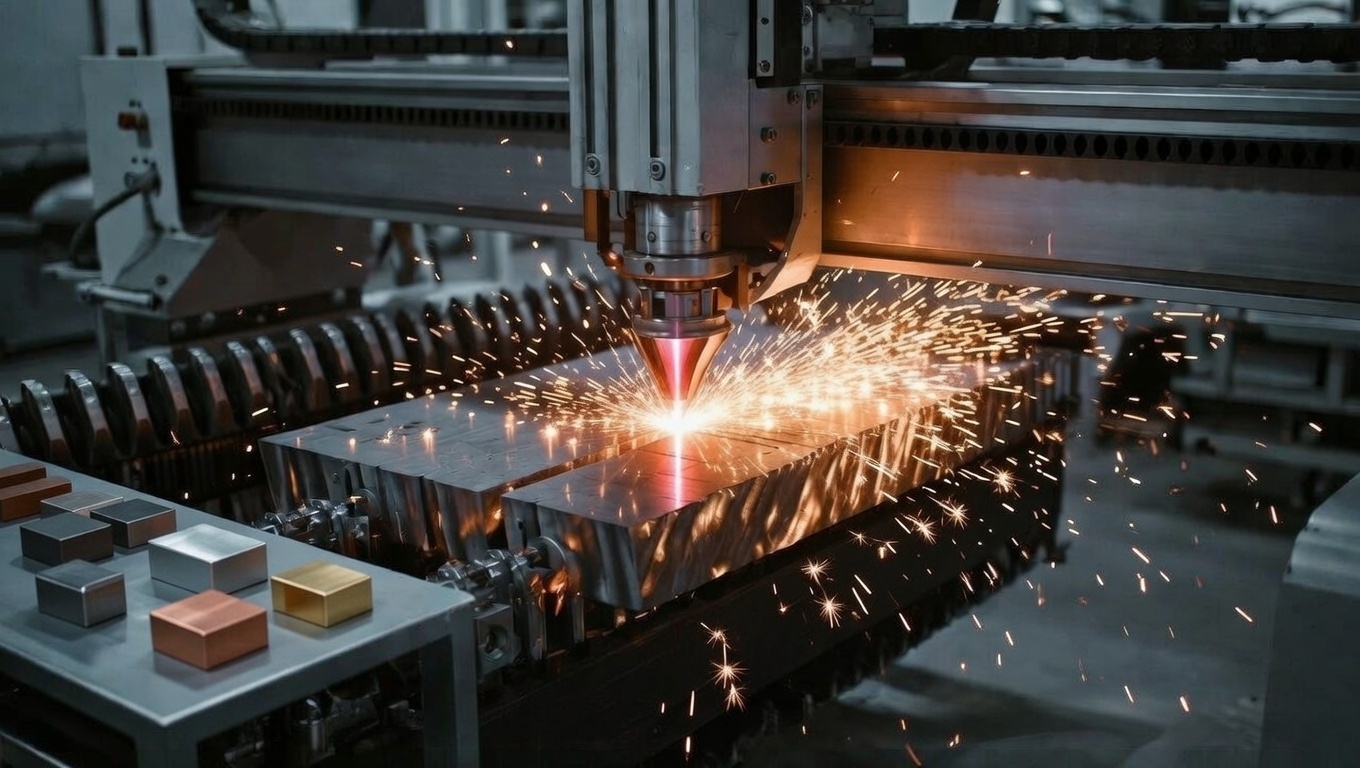
Лазерная резка стала популярным методом обработки металлов благодаря своей точности и скорости. Этот процесс использует сфокусированный луч света, который плавит материал в узкой зоне, позволяя создавать сложные формы без механического контакта. Такие подходы особенно эффективны для металлов с низкой теплопроводностью, где тепло концентрируется в точке реза, минимизируя деформации. В результате края получаются ровными, без заусенцев, что снижает необходимость в дополнительной обработке. Технология подходит для производства деталей в машиностроении, авиации и дизайне, где важна точность.
Разные типы лазеров, такие как волоконные и CO2, справляются с различными материалами. Волоконные лазеры лучше работают с отражающими поверхностями, в то время как CO2 подходят для неметаллов, но могут использоваться и для тонких листов. Выбор зависит от свойств металла, включая его способность поглощать излучение и выдерживать нагрев.
Углеродистая сталь в лазерной резке: особенности обработки
Углеродистая сталь считается одним из самых подходящих материалов для лазерной резки. Ее прочность и универсальность позволяют использовать в конструкциях, где нужна надежность. При обработке луч легко проникает в материал, особенно если толщина не превышает 30 мм. В кислородной среде резка ускоряется, так как кислород усиливает окисление, помогая удалять расплав. Это делает процесс эффективным для листов толщиной до 40 мм на мощных станках.
Конструкционная сталь, такая как Ст3 или Ст20, хорошо поддается формованию после реза, сохраняя механические свойства. В горячекатаном состоянии материал не деформируется сильно, что удобно для изготовления сложных деталей. Оцинкованная разновидность тоже обрабатывается, но требует осторожности, чтобы не повредить покрытие.
Нержавеющая сталь и ее совместимость с лазерной технологией
Нержавеющая сталь отлично подходит для лазерной резки, сохраняя антикоррозийные свойства на краях. Толщина листа может достигать 40 мм, а в азотной среде рез получается чистым, без окислов. Это важно для отраслей, где нужна гигиена, как в медицине или пищевой промышленности. Материал не теряет прочности после обработки, что делает его идеальным для точных компонентов.
Легированные варианты нержавейки, включая жаропрочные, обрабатываются аналогично, но с учетом их твердости. Луч фокусируется на поверхности, минимизируя тепловое воздействие на окружающие зоны, что предотвращает warping.
Лазерная резка алюминия: сплавы и ограничения
Алюминий и его сплавы, такие как Д16 или АМГ, хорошо поддаются лазерной резке при толщине до 25 мм. Материал имеет высокую теплопроводность, но современные волоконные лазеры справляются с этим, обеспечивая ровный срез. Это востребовано в авиастроении и автомобилестроении, где легкость сочетается с прочностью. Дюралюминий режется аналогично, но требует импульсного режима для тонких листов.
Обработка алюминия в инертной газовой смеси предотвращает образование оксидной пленки, делая края гладкими. Для сплавов с добавками меди или магния подходят станки с высокой мощностью, чтобы преодолеть отражение луча.
Резка меди, латуни и бронзы с помощью лазера
Медь, латунь и бронза относятся к отражающим металлам, которые раньше считались сложными для CO2-лазеров, но волоконные технологии изменили ситуацию. Эти материалы режутся в импульсном или микроплазменном режиме при толщине до 16 мм для меди и 15 мм для латуни. Луч проникает, несмотря на отражение, если использовать правильные настройки.
В ювелирном деле и электронике такая резка позволяет создавать миниатюрные детали без повреждений. Бронза обрабатывается аналогично, но с учетом ее твердости, чтобы избежать трещин.
Титан и специальные металлы для лазерной обработки
Титан поддается лазерной резке в инертной среде, такой как аргон или азот, чтобы предотвратить окисление. Толщина листа обычно не превышает 10 мм, но материал сохраняет прочность после реза. Это актуально для ракетостроения и медицины, где нужна биосовместимость.
Другие сплавы, включая высокопрочные, обрабатываются на специализированных станках. Для них важна точная фокусировка луча, чтобы минимизировать зону термического влияния.
Ограничения толщины и выбор типа лазера для металлов
Толщина металла определяет возможность резки: для стали это до 40 мм, для алюминия – 25 мм, для цветных – меньше. Волоконные лазеры предпочтительны для металлов, так как лучше справляются с отражением и обеспечивают скорость. Газовые смеси, как азот или кислород, влияют на качество: кислород ускоряет, но может вызвать окислы, азот дает чистый рез.
При выборе учитывают теплопроводность: низкая упрощает процесс, высокая требует мощного оборудования. Для твердосплавных металлов лазер – оптимальный вариант, так как не вызывает механических повреждений.
Выбор металла для лазерной резки в проектах
Подходящий металл зависит от задачи: углеродистая сталь для конструкций, нержавейка для коррозионностойких деталей, алюминий для легких элементов. Цветные металлы подходят для декоративных или электропроводных изделий. Главное – учитывать свойства и оборудование, чтобы добиться максимальной эффективности. Лазерная технология расширяет возможности, делая обработку доступной для сложных форм.
Влияние толщины металла на качество и скорость лазерной резки
Толщина листа напрямую определяет, насколько эффективно и быстро пройдет резка. Тонкие листы до 3–6 мм режутся на максимальной скорости с минимальным нагревом, что практически исключает деформацию и изменение цвета кромки. По мере увеличения толщины приходится снижать скорость подачи и повышать мощность лазера, чтобы луч успел проплавить материал на всю глубину. На толщинах 20–40 мм уже заметно растет зона термического влияния, хотя при правильной настройке газа и фокусировки края остаются ровными и без наплывов. Именно поэтому для толстолистовой резки чаще выбирают волоконные лазеры высокой мощности — они лучше концентрируют энергию и позволяют работать с большими толщинами без потери качества.
Роль вспомогательного газа при резке разных металлов
Качество реза во многом зависит от того, какой газ подается в зону обработки. Кислород ускоряет резку углеродистой и низколегированной стали за счет экзотермической реакции окисления, но оставляет на кромке тонкий слой окалины, который иногда приходится зачищать. Азот, напротив, создает инертную атмосферу и дает идеально чистый, серебристый срез без окислов — это стандарт для нержавеющей стали, алюминия и цветных металлов. Для меди и латуни часто используют смесь азота с небольшим количеством кислорода или чистый азот под высоким давлением, чтобы преодолеть сильное отражение луча и минимизировать обратное разбрызгивание расплава. Правильный выбор газа позволяет увеличить скорость на 30–50 % и заметно улучшить внешний вид детали.